


GALAGAR GPS 4000 C

Equipement synergique industriel compact pour le soudage MIG pulsé
Procédés standard : MIG MAG – Tubulaire – TIG DC Lift – MMA CEL
Procédés optionnels : MIG Pulse – MIG Bi-Pulse – TIG DC Pulse
Matériaux : Acier au carbone – Acier inoxydable – Aluminium – Cuivre
Applications : Menuiserie métallique et chaudronnerie – Industrie automobile Industrie chimique et papetière – Carrosserie Installations sportives et d’élevage – Mobilier urbain Réparation – Entretien – Construction – Centres de formation – Automatisation
Onduleur compact à technologie Inverter pour la soudure électrique multiprocédé (semi-automatique MIG/MAG Pulsé et Bi-Pulsé, électrode MMA et procédé TIG)
fiche technique
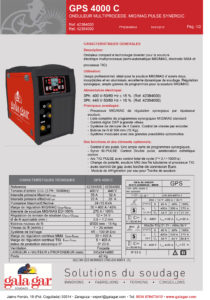
Usage professionnel, idéel pour la soudure MIG/MAG d´aciers doux, inoxydables et en aluminium, excellente dynamique de soudage. Régulation synergique, ample gamme de programmes pour la soudure MIG/MAG.
Alimentation électrique:
3Ph. 400 V-50/60 Hz 15 % (Ref. 42384000)
3Ph. 440 V-50/60 Hz 10 % (Ref. 42354000)
Principaux avantages:
– Processus MIG/MAG de régulation synergique par épaisseur soudure.
– Liste complète de programmes synergiques MIG/MAG standard
– Control digital DSP à grande vitesse.
– Système de dérouler de 4 Galets. Control de vitesse par encoder
– Bobine de fil Ø 300 mm (15 Kg).
– Système modulaire avec des grandes possibilités optionnelles.
Des fonctions et des éléments optionnels;
– Control d´arc pulsé. Une ample carte de programmes synergiques.
– Syner BI-PULSE: Control Double pulsé, amélioration esthétique cordon
– Arc TIG PULSE avec control total de cycle (F= 0.1÷1000Hz)
– Change de polarité, soudure MIG des fils tubulaires et processus TIG
– avec control de gaz avec torche de connexion Euro.
– Module de réfrigération par eau pour Torche de soudure.
Produits similaires









Electrode FONTE OK NiFe-CI-A

Une électrode nickel-fer utilisée pour l’assemblage de nuances normales de fonte, par exemple dans les fers gris, ductiles et malléables. Elle convient aussi à la rectification et à la réparation de ces grades et à leur assemblage avec l’acier. La déposition se fait sur fonte froide ou légèrement préchauffée. L’électrode produit un métal soudé plus solide et plus résistant à la fissure de solidification que celui de type électrode à nickel pur. Elle convient particulièrement bien au soudage à haut rendement des fers ductiles et au soudage des fers gris à contenu supérieur de sulfure et de phosphore. Les principales applications regroupent la réparation des pièces de pompe, des sections de machinerie lourde, des dents d’engrenage, des brides et des poulies.
Electrode Inox E309L-17 Ok 67.60
OK 67.60 est une électrode rutile pour acier inoxydable réfractaire du type 24Cr12Ni à très bas carbone. Elle est destinée au soudage des aciers de même nuance. Assemblage hétérogène aciers au carbone avec aciers inoxydables, également recommandée pour la réalisation des premières passes sur aciers plaqués. Courant de soudage DC+, AC OCV 55 V